Inżynier i Fizyk Medyczny 5/2016 vol. 5
283
technologie
/
technologies
artykuł naukowy
/
scientific paper
dostarczania modeli pokazowych, fizycznej wizualizacji idei do
funkcjonalnych prototypów i części maszyn gotowych do użyt-
ku. Podstawową zasadą jest wytwarzanie trójwymiarowych
wyrobów w jednym procesie poprzez dodawanie materiału,
w przeciwieństwie do klasycznych metod wytwarzania, gdzie
kształtowanie geometrii odbywa się przez mechaniczne usu-
wanie materiału. Rozwiązanie takie umożliwia wyprodukowanie
obiektu fizycznego o wysokim stopniu skomplikowania geome-
trii zewnętrznej i wewnętrznej w jednym procesie wytwórczym.
Obiekty są wytwarzane w sposób warstwowy na podstawie
zaprojektowanych w systemach CAx wirtualnych modeli wy-
robów, które następnie dzielone są na przekroje poprzeczne
o charakterystycznej dla urządzenia grubości [9]. W trakcie
procesu wytwórczego przekroje te odwzorowywane są kolejno
materiałem budulcowym. Warstwa po warstwie powstaje goto-
wy produkt. Grupa technologii przyrostowych obecnie składa
się z rozmaitych sposobów generowania modeli: od osadzania
materiału, poprzez fotoutwardzanie, do selektywnego łączenia
ziaren proszku. Istnieje szeroka gama materiałów powszechnie
wykorzystywanych i dostosowanych do tego typu wytwarzania,
równocześnie otwartość wybranych technologii umożliwia po-
szukiwanie i weryfikację możliwości aplikacyjnych dla kolejnych
materiałów [10].
Materiały i metody
Urządzenia, działające w oparciu o zasadę wytwarzania
warstwa
po warstwie
, mają unikalne charakterystyki funkcjonowania,
zróżnicowane procesy wytwórcze oraz niezbędne wymagania
np. materiał, warunki środowiskowe, temperatura procesu,
obróbka wykończeniowa modelu. W celu wytwarzania indywi-
dualizowanych uzupełnień ubytków kostnych z materiałów ce-
ramicznych wybrana została technologia druku przestrzennego
3DP (
Three Dimensional Printing
) z wykorzystaniem selektywne-
go łączenia ziaren proszku. Technologia ta została opracowana
w Massachusetts Institute of Technology (MIT) w Cambridge.
Wybór warunkowany był otwartością technologii pod kątem
wykorzystywania materiałów niestandardowych bez koniecz-
ności ingerencji w zasady funkcjonowania urządzenia, dowol-
nością wymiarów wydruku zapewnianą przez dużych rozmiarów
komorę roboczą, możliwością testowania różnych lepiszczy oraz
łatwością modyfikacji najważniejszych parametrów procesu.
Ponadto technologia ta nie wymaga zapewnienia specjalnych
warunków środowiskowych, sukces procesu zależy od doboru
odpowiednich materiałów oraz podstawowych parametrów.
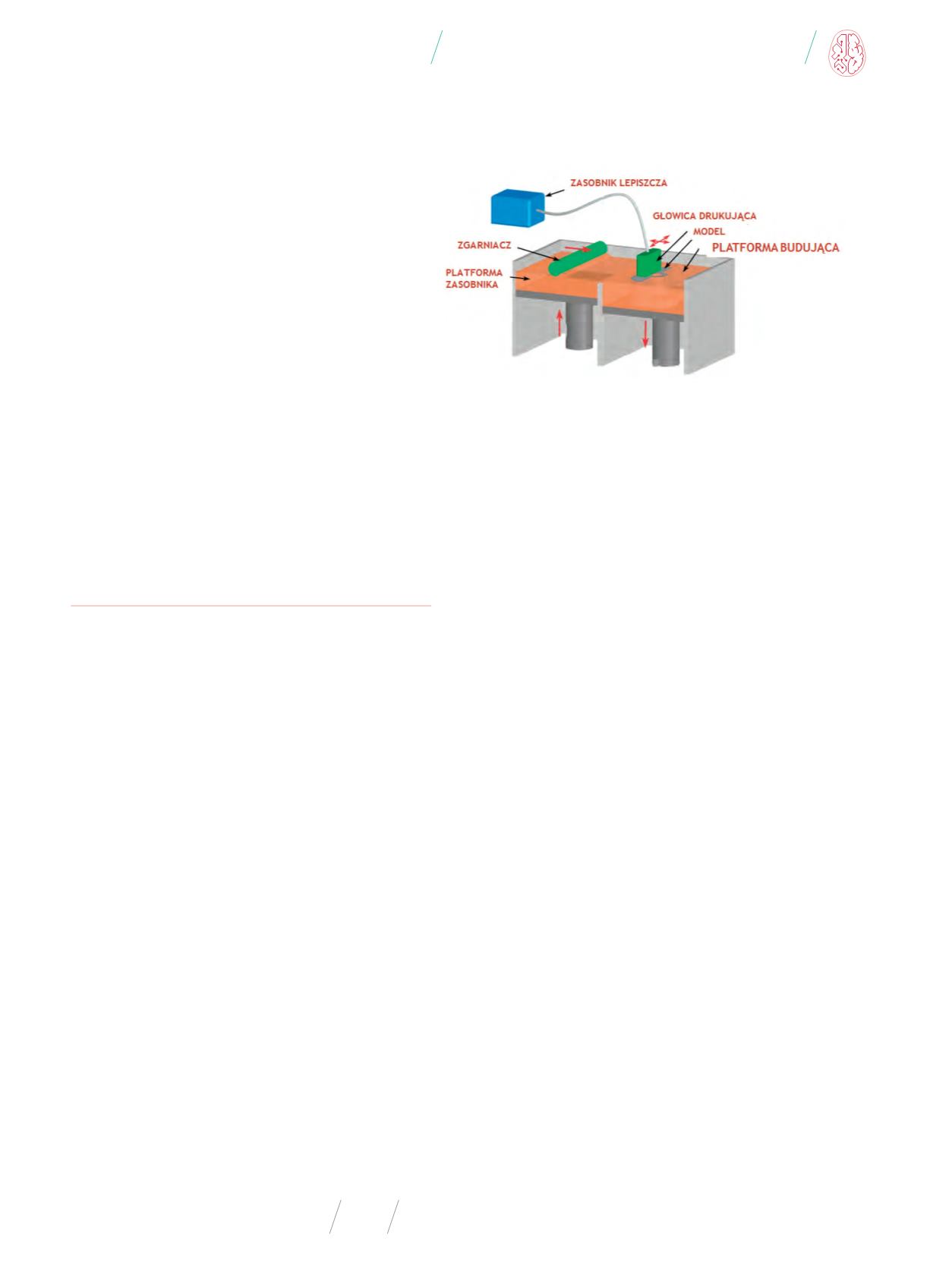
Zasada działania opiera się na nanoszeniu kolejnych warstw
sproszkowanego materiału na platformę, następnie przy pomo-
cy dysz drukujących dozowane jest ciekłe lepiszcze, łącząc ziarna
proszku zgodnie z geometrią przekroju poprzecznego modelu.
Po ukończeniu nakładania lepiszcza, platforma ulega obniżeniu,
a proces jest powtarzany aż do ukończenia modelu. Niespojony
proszek zapewnia wsparcie elementów modelu w trakcie oraz
po zakończeniu procesu, do czasu w którym model może zostać
wyciągnięty z urządzenia bez narażenia na uszkodzenie. Budo-
wę urządzenia oraz zasadę działania technologii 3DP przedsta-
wiono na rysunku 1.
W opisanym procesie otrzymywany jest model w tzw. posta-
ci zielonej, cząsteczki proszku połączone są ze sobą czasowo.
W celu otrzymania trwałego połączenia konieczne jest prze-
prowadzenie dodatkowych procesów wykończeniowych zmie-
rzających do uzyskania pożądanych własności mechanicznych.
Najczęstszymi sposobami są metody infiltracji substancjami
spajającymi, wygrzewanie lub spiekanie.
Wybór materiału ceramicznego motywowany był właściwo-
ściami zapewniającymi skuteczne leczenie i wspomaganie na-
turalnych procesów osteointegracji, jak również spełnieniem
wymagań technologicznych procesu wytwórczego. Wśród cera-
micznych materiałów bioaktywnych na uwagę zasługuje grupa
fosforanów wapnia, która oprócz właściwości osteoindukcyj-
nych, charakteryzuje się podobieństwem w składzie do mineral-
nej fazy tkanki kostnej, jak również zbliżonymi właściwościami
takimi jak: biodegradowalność, bioaktywność czy osteoinduk-
cyjność. Ceramika oparta na fosforanach wapnia jest biokompa-
tybilna, łatwo dostępna w postaci syntetycznej, znacząco obniża
ryzyko wystąpienia reakcji niepożądanych organizmu pacjenta
i pociąga za sobą mniejsze koszty w porównaniu do tradycyjnych
metod uzupełniania ubytków kostnych [11-13]. Materiały te moż-
na skutecznie stosować w: chirurgii rekonstrukcyjnej, ortopedii,
zabiegach dentystycznych, operacjach okolic szczęki i twarzo-
czaszki, usztywnianiu kręgosłupa i neurochirurgii [14-16].
Liczne doniesienia naukowe potwierdzające wysoką aktyw-
ność osteoindukcyjną spowodowały, iż najczęściej stosowanymi
w medycynie rekonstrukcyjnej fosforanami wapnia są: hydrok-
syapatyt (HA), trójfosforan wapnia (β-TCP) i dwufazowy fosfo-
ran wapnia (BCPs) (Rys. 2).
Komercjalizacja HA oraz β-TCP rozpoczęła się już w latach 80.,
a BCPs w latach 90. Od tego czasu podlegały dokładnym bada-
niom, a ich skuteczność była weryfikowana zarówno w testach
in
vitro
, jak i
in vivo
. Z badań wynika, iż HA jest stosunkowo obojętną
substancją, która w dłuższych badaniach
in vivo
podtrzymuje swo-
ją formę, a bardziej porowaty β-TCP zwykle ulega biodegradacji
w ciągu 6 tygodni od jego wprowadzenia do obszaru formowania
Rys. 1
. Budowa oraz schemat i zasada funkcjonowania urządzenia technologii druku prze-
strzennego 3DP
Źródło: Opracowane na podstawie CustomPartNet.


