vol. 5 5/2016 Inżynier i Fizyk Medyczny
284
technologie
\
technologies
artykuł naukowy
\
scientific paper
tkanki kostnej. Ponadto HA w odróżnieniu od β-TCP charaktery-
zuje się wysoką wytrzymałością mechaniczną. Na ogół wykorzy-
stywane sąmieszaniny tychmateriałóww zmiennych proporcjach
40-60%w celu uzyskania balansu pomiędzy zdolnością zapewnia-
nia wsparcia mechanicznego oraz zanikaniem zapewniającym
miejsce dla formowanej naturalnej tkanki kostnej [17-18].
Do badań wykorzystano hydroksyapatyt z uwagi na jego do-
stępność w postaci proszku, który spełniał wymagania techno-
logiczne urządzenia. W przypadku nakładania warstw proszku
najistotniejszym czynnikiem decydującym o wyborze proszku
jest kształt ziaren decydujący o współczynniku płynności takie-
go materiału. Pożądany kształt ziaren powinien być sferoidalny,
przez co zapewni nakładanie jednolitych, równych warstw, co
w dalszej kolejności rzutować będzie na jakość wykonania całe-
go modelu. Ponadto wielkość ziaren proszku, z uwagi na grubość
nakładanych warstw, powinna oscylować w okolicach 30 µm [19].
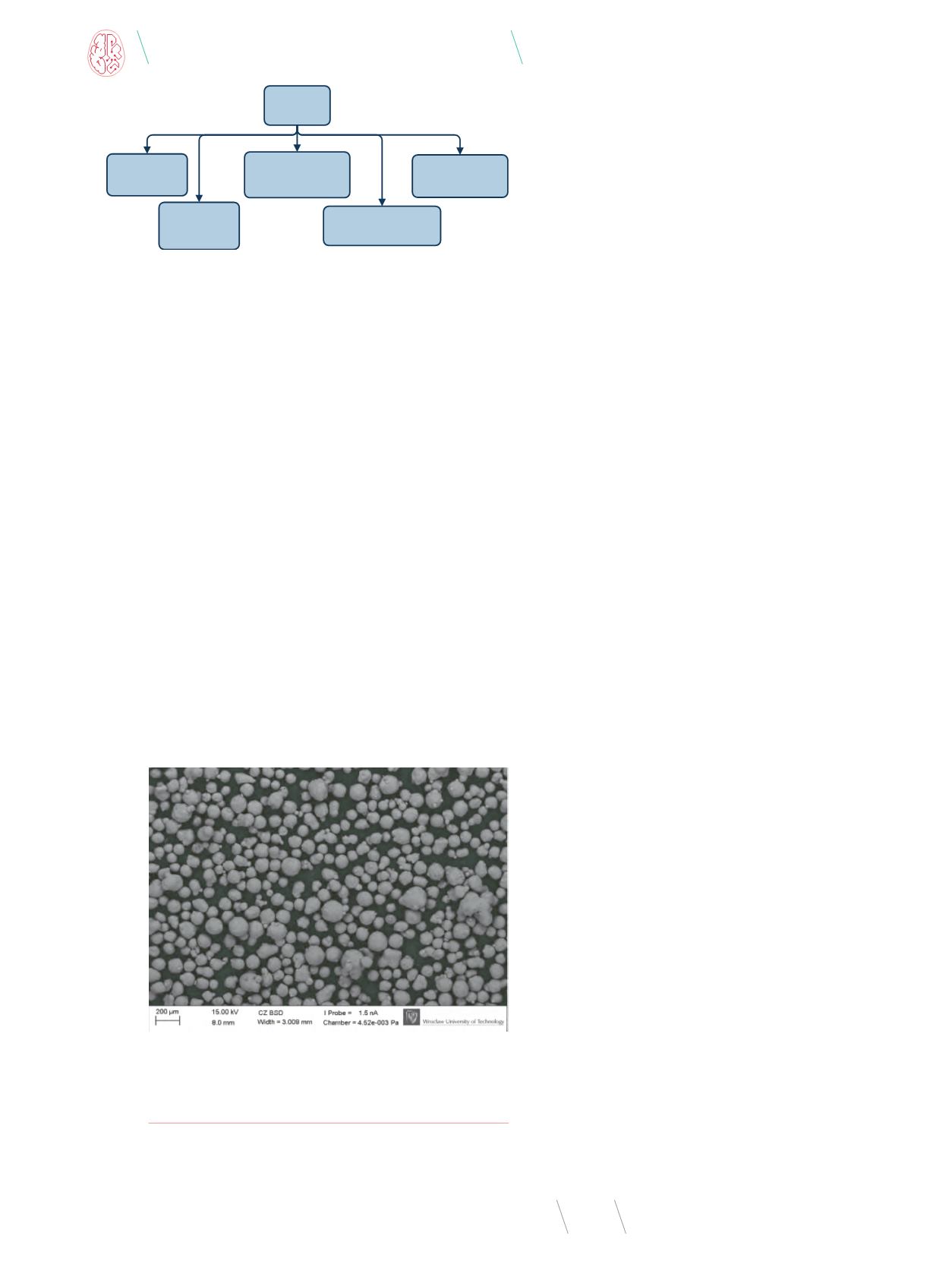
Wykorzystany do zrealizowanych badań proszek HA został pod-
dany analizie za pomocą skaningowego mikroskopu elektrono-
wego (rys. 3), a z oddzielonych w analizie sitowej frakcji wyselek-
cjonowano frakcje klasy ziarnowej z przedziału 20-40 µm.
Rys. 3
. Obraz SEM dla proszku HA wykorzystanego w badaniach
Źrodło: opracowanie własne.
Przygotowanie próbek
W celu wytwarzania modeli z wybranego proszku HA prze-
prowadzono dobór niezbędnych materiałów uzupełniających:
materiał w postaci proszku, stanowiący agent wiążący, oraz
lepiszcze dozowane z głowic drukujących. Ponadto przeprowa-
dzono dobór parametrów procesu wytwórczego oraz procesu
wykończeniowego w celu optymalizacji otrzymywanych wła-
sności materiałowych i mechanicznych wyrobów. Zastosowane
parametry zostały dobrane na podstawie badań eksperymen-
talnych, zapewniając optymalne warunki procesu. Wybór warto-
ści parametrów kluczowych opierał się dodatkowo na wynikach
testów wytrzymałości mechanicznej w warunkach statycznych
przeprowadzonych na próbkach wytworzonych przy zastosowa-
niu zmiennych parametrów. Najważniejsze parametry proceso-
we zapewniające uzyskanie najlepszych właściwości to:
•
grubość warstwy – parametr ten ma znaczący wpływ na
dokładność odwzorowania geometrycznego modelu, im
wyższy tym modele fizyczne mniej odpowiadają modelom
wirtualnym; dodatkowo parametr ten warunkuje jakość po-
łączeń pomiędzy poszczególnymi warstwami, a tym samym
wytrzymałość modeli w kierunku prostopadłym do kierun-
ku nakładania warstw; przy wyborze uwzględniono również
wielkość ziaren proszku i na podstawie przeprowadzonych
testów wybrano wartość – 100 µm;
•
wskaźnik saturacji dla skorupy oraz rdzenia – parametry te wa-
runkują jakość połączenia ziaren proszkuw ramach jednej war-
stwy, jak również pomiędzy warstwami, przy wyborze należy
kierować się charakterystyką reakcji proszek-lepiszcze oraz
przyjętą grubością warstwy; w ramach urządzenia, na którym
przeprowadzano testy oprogramowanie rozróżnia poziom
nasączania w zależności od tego, czy lepiszcze dozowane jest
w ramach powłok zewnętrznych modelu, czy wnętrza mode-
lu, rdzeń modelu nasączany jest w sposób oszczędzający ilość
zużytego lepiszcza, z uwagi na powyższe poziomy tych wskaź-
ników ustalono odpowiednio na 100% i 200%;
•
czas odparowania lepiszcza – parametr o kluczowym zna-
czeniu w odniesieniu do możliwości skutecznego wycią-
gnięcia modeli i poddania ich dalszym obróbkom, czas od
zakończenia procesu wytwórczego wpływa na stopień od-
parowania wody z modelu, tym samym na trwałość wiązań
pomiędzy cząsteczkami proszku; optymalny poziom para-
metru to 24 h.
Próbki do dalszych badań przygotowane zgodnie z opisanymi
powyżej ustaleniami zostały poddane procesom obróbki po-
procesowej w celu nadania im właściwości docelowych. Po od-
parowaniu w komorze drukarki modele oczyszczono z niezwią-
zanego proszku sprężonym powietrzem, a następnie poddano
procesowi spiekania. W tym przypadku, również przeprowadzo-
no badania zmierzające do ustalenia odpowiedniego przebiegu.
W zależności od tempa zmian temperatury modele mogły ulec
deformacji, a temperatura maksymalna wpłynąć znacząco na
przemiany fazowe hydroksyapatytu i jego rozpad. Wybrany pro-
fil spiekania zapewniający podwyższenie właściwości mecha-
nicznych, przy zachowaniu zaprojektowanej geometrii o kon-
trolowanym skurczu, a także minimalizację przemian fazowych
materiału bazowego, przedstawiono na rysunku 4.
Fosforany
Wapnia
Ubogi w wapń
apatyt
CDA
Hydroksyapatyt
HA
Ca10(Po4)6(OH)2
Beta fosforan wapnia trzy
β
-TCP
Ca3(PO4)2
Dwufazowy fosforan wapnia
BCPs
Mieszanki HA i
β
-TCP
w różnych proporcjach
Rys. 2
. Podział fosforanów wapnia ze względu na skład chemiczny
Źródło: M. Rusińska [19].


